Tabella dei tempi di lavorazione, secondo
DVS 2207 parte 11 (Istituto tedesco
per le saldature delle materie plastiche)
Working time table,
according to DVS 2207 part 11
(German institute for plastic material
welding)
mm
25
40
63
90
125
NB:
a) i tempi di riscaldamento dei pezzi sono da intendersi
come pausa del tubo e del raccordo che hanno raggiunto la
battuta di fine corsa nelle rispettive matrici;
b) una volta inseriti i pezzi a fine corsa, occorre evitare di
spingere ulteriormente, per non produrre bave di materiale
in fusione che ridurrebbero le sezioni interne del tubo;
c) con temperatura esterna inferiore a +5°C, utilizzare i
tempi indicati nella colonna dedicata.
min
2
4
6
8
8
NB:
a) part preheating times are intended as pauses for the
pipe and fitting that have hit the limit stop in the respec-
tive dies;
b) once the parts have reached the limit, avoid pushing
them further so as not to create burrs of welded material
that would reduce the internal pipe cross-section;
c) with external temperatures lower than +5°C, use the
times shown in the specific column.
Ø esterno tubo
Ext pipe Ø
20
32
50
75
110
Profondità di saldatura
Welding depth
mm
14,0
15,0
16,5
18,0
20,0
24,0
26,0
29,0
32,5
40,0
Tempi Riscaldamento
Warm up times
sec DVS
sec ≤+5°C
5
8
7
11
8
12
12
18
18
27
24
36
30
45
40
60
50
75
60
90
Assemblaggio
Assembly
sec
4
4
6
6
6
8
8
8
10
10
Raffreddamento
cooling
2
4
4
8
8
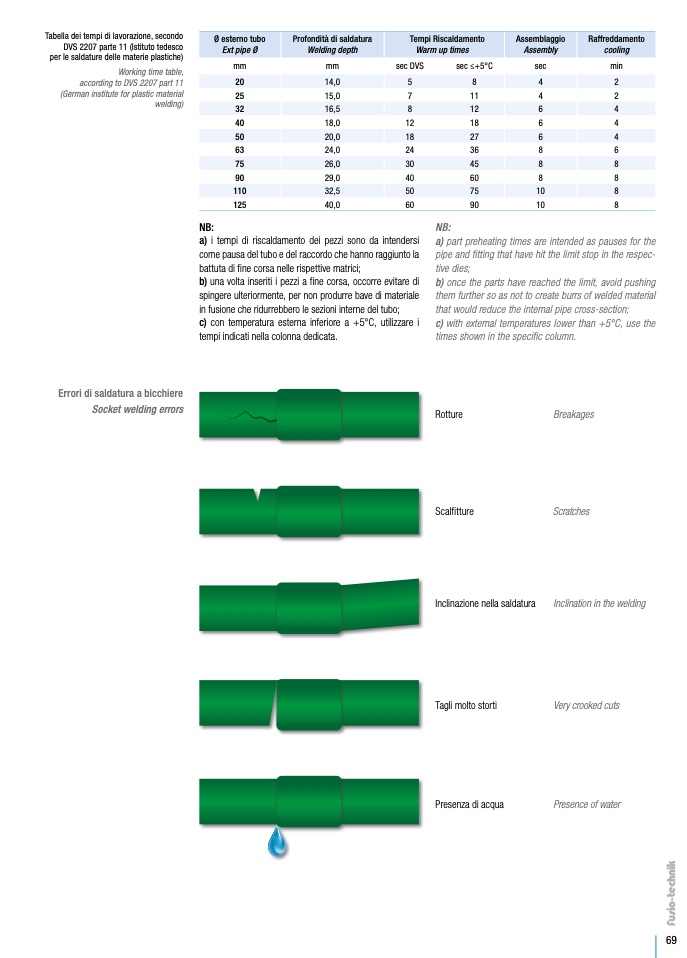
Errori di saldatura a bicchiere
Socket welding errors
Rotture
Scalfitture
Inclinazione nella saldatura
Tagli molto storti
Presenza di acqua
Breakages
Scratches
Inclination in the welding
Very crooked cuts
Presence of water
69

