Ø tubo
Piping Ø
20
32
50
75
110
160
250
355
450
90,0
560
105,0
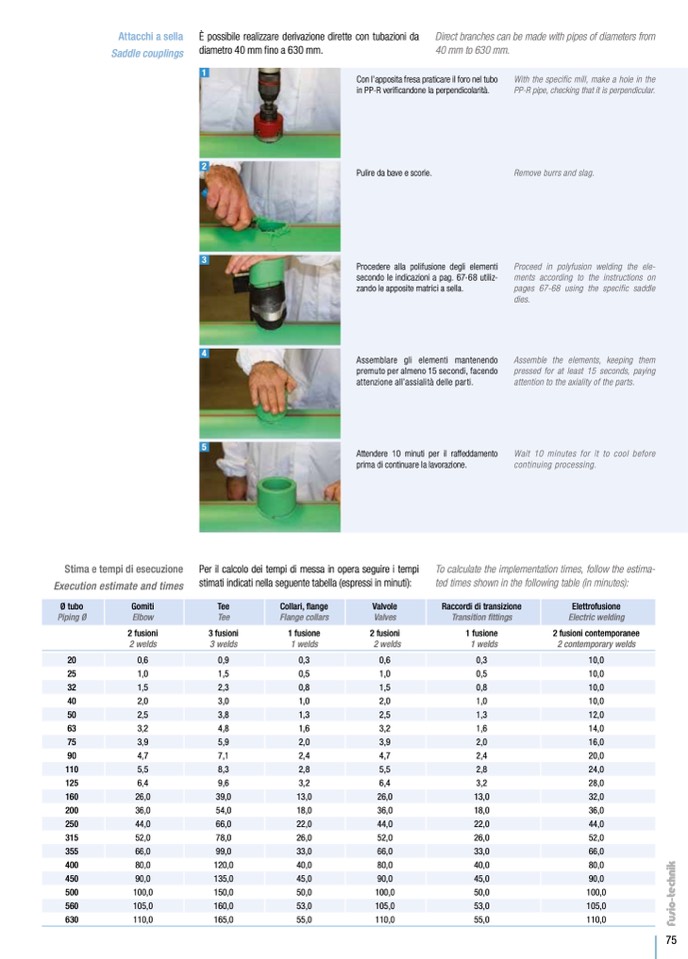
Attacchi a sella
Saddle couplings
È possibile realizzare derivazione dirette con tubazioni da
diametro 40 mm fino a 630 mm.
Direct branches can be made with pipes of diameters from
40 mm to 630 mm.
Stima e tempi di esecuzione
Execution estimate and times
25
40
63
90
125
200
315
400
500
100,0
630
110,0
Per il calcolo dei tempi di messa in opera seguire i tempi
stimati indicati nella seguente tabella (espressi in minuti):
To calculate the implementation times, follow the estima-
ted times shown in the following table (in minutes):
2 fusioni contemporanee
2 contemporary welds
10,0
10,0
14,0
20,0
28,0
36,0
52,0
80,0
100,0
Gomiti
Elbow
2 fusioni
2 welds
0,6
1,0
1,5
2,0
2,5
3,2
3,9
4,7
5,5
6,4
26,0
36,0
44,0
52,0
66,0
80,0
Tee
Tee
3 fusioni
3 welds
0,9
1,5
2,3
3,0
3,8
4,8
5,9
7,1
8,3
9,6
39,0
54,0
66,0
78,0
99,0
120,0
135,0
150,0
160,0
Collari, flange
Flange collars
1 fusione
1 welds
0,3
0,5
0,8
1,0
1,3
1,6
2,0
2,4
2,8
3,2
13,0
18,0
22,0
26,0
33,0
40,0
45,0
50,0
53,0
Valvole
Valves
2 fusioni
2 welds
0,6
1,0
1,5
2,0
2,5
3,2
3,9
4,7
5,5
6,4
26,0
36,0
44,0
52,0
66,0
80,0
90,0
100,0
105,0
Raccordi di transizione
Transition fittings
1 fusione
1 welds
0,3
0,5
0,8
1,0
1,3
1,6
2,0
2,4
2,8
3,2
13,0
18,0
22,0
26,0
33,0
40,0
45,0
50,0
53,0
Elettrofusione
Electric welding
10,0
10,0
12,0
16,0
24,0
32,0
44,0
66,0
90,0
105,0
165,0
55,0
110,0
55,0
110,0
75
1
2
3
4
5
Con l’apposita fresa praticare il foro nel tubo
in PP-R verificandone la perpendicolarità.
Pulire da bave e scorie.
Procedere alla polifusione degli elementi
secondo le indicazioni a pag. 67-68 utiliz-
zando le apposite matrici a sella.
Assemblare gli elementi mantenendo
premuto per almeno 15 secondi, facendo
attenzione all’assialità delle parti.
Attendere 10 minuti per il raffeddamento
prima di continuare la lavorazione.
With the specific mill, make a hole in the
PP-R pipe, checking that it is perpendicular.
Remove burrs and slag.
Proceed in polyfusion welding the ele-
ments according to the instructions on
pages 67-68 using the specific saddle
dies.
Assemble the elements, keeping them
pressed for at least 15 seconds, paying
attention to the axiality of the parts.
Wait 10 minutes for it to cool before
continuing processing.

