Ciclo di saldatura
a semplice pressione
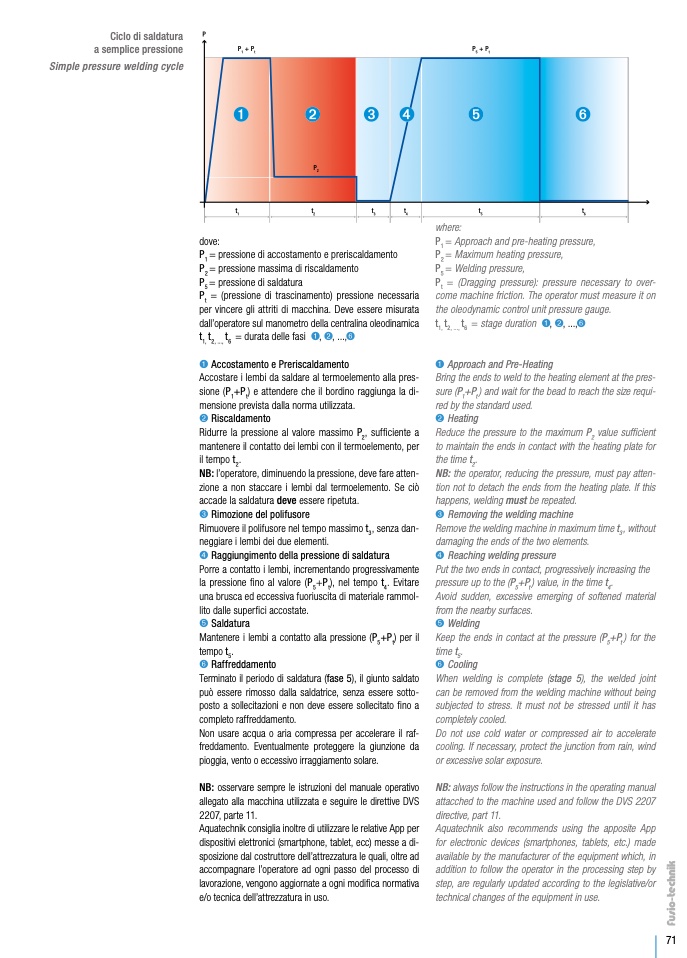
Simple pressure welding cycle
P
P
1
+ P
t
P
5
+ P
t
P
2
t
1
t
2
t
3
t
4
t
5
t
6
dove:
P
1
= pressione di accostamento e preriscaldamento
P
2
= pressione massima di riscaldamento
P
5
= pressione di saldatura
P
t
= (pressione di trascinamento) pressione necessaria
per vincere gli attriti di macchina. Deve essere misurata
dall’operatore sul manometro della centralina oleodinamica
t
1,
t
2, ...,
t
6
= durata delle fasi ➊, ➋, ...,➏
➊ Accostamento e Preriscaldamento
Accostare i lembi da saldare al termoelemento alla pres-
sione (P
1
+P
t
) e attendere che il bordino raggiunga la di-
mensione prevista dalla norma utilizzata.
➋ Riscaldamento
Ridurre la pressione al valore massimo P
2
, sufficiente a
mantenere il contatto dei lembi con il termoelemento, per
il tempo t
2
.
NB: l’operatore, diminuendo la pressione, deve fare atten-
zione a non staccare i lembi dal termoelemento. Se ciò
accade la saldatura deve essere ripetuta.
➌ Rimozione del polifusore
Rimuovere il polifusore nel tempo massimo t
3
, senza dan-
neggiare i lembi dei due elementi.
➍ Raggiungimento della pressione di saldatura
Porre a contatto i lembi, incrementando progressivamente
la pressione fino al valore (P
5
+P
t
), nel tempo t
4
. Evitare
una brusca ed eccessiva fuoriuscita di materiale rammol-
lito dalle superfici accostate.
➎ Saldatura
Mantenere i lembi a contatto alla pressione (P
5
+P
t
) per il
tempo t
5
.
➏ Raffreddamento
Terminato il periodo di saldatura (fase 5), il giunto saldato
può essere rimosso dalla saldatrice, senza essere sotto-
posto a sollecitazioni e non deve essere sollecitato fino a
completo raffreddamento.
Non usare acqua o aria compressa per accelerare il raf-
freddamento. Eventualmente proteggere la giunzione da
pioggia, vento o eccessivo irraggiamento solare.
NB: osservare sempre le istruzioni del manuale operativo
allegato alla macchina utilizzata e seguire le direttive DVS
2207, parte 11.
Aquatechnik consiglia inoltre di utilizzare le relative App per
dispositivi elettronici (smartphone, tablet, ecc) messe a di-
sposizione dal costruttore dell’attrezzatura le quali, oltre ad
accompagnare l’operatore ad ogni passo del processo di
lavorazione, vengono aggiornate a ogni modifica normativa
e/o tecnica dell’attrezzatura in uso.
where:
P
1
= Approach and pre-heating pressure,
P
2
= Maximum heating pressure,
P
5
= Welding pressure,
P
t
= (Dragging pressure): pressure necessary to over-
come machine friction. The operator must measure it on
the oleodynamic control unit pressure gauge.
t
1,
t
2, ...,
t
6
= stage duration ➊, ➋, ...,➏
➊ Approach and Pre-Heating
Bring the ends to weld to the heating element at the pres-
sure (P
1
+P
t
) and wait for the bead to reach the size requi-
red by the standard used.
➋ Heating
Reduce the pressure to the maximum P
2
value sufficient
to maintain the ends in contact with the heating plate for
the time t
2
.
NB: the operator, reducing the pressure, must pay atten-
tion not to detach the ends from the heating plate. If this
happens, welding must be repeated.
➌ Removing the welding machine
Remove the welding machine in maximum time t
3
, without
damaging the ends of the two elements.
➍ Reaching welding pressure
Put the two ends in contact, progressively increasing the
pressure up to the (P
5
+P
t
) value, in the time t
4
.
Avoid sudden, excessive emerging of softened material
from the nearby surfaces.
➎ Welding
Keep the ends in contact at the pressure (P
5
+P
t
) for the
time t
5
.
➏ Cooling
When welding is complete (stage 5), the welded joint
can be removed from the welding machine without being
subjected to stress. It must not be stressed until it has
completely cooled.
Do not use cold water or compressed air to accelerate
cooling. If necessary, protect the junction from rain, wind
or excessive solar exposure.
NB: always follow the instructions in the operating manual
attacched to the machine used and follow the DVS 2207
directive, part 11.
Aquatechnik also recommends using the apposite App
for electronic devices (smartphones, tablets, etc.) made
available by the manufacturer of the equipment which, in
addition to follow the operator in the processing step by
step, are regularly updated according to the legislative/or
technical changes of the equipment in use.
71

